熔模铸造是最古老的制造工艺之一,可以追溯到几千年前,在这种工艺中,熔化的金属被倒入一次性陶瓷模具中。该模具是通过使用蜡模式形成的-一个一次性件的形状所需的部分。该图案被包围或“嵌入”到陶瓷浆中,陶瓷浆在模具中硬化。熔模铸造通常被称为“失蜡铸造”,因为蜡模在成型后从模具中熔化。液氧蜡工艺是一对一的(一种模式产生一个零件),与其他铸造工艺相比,这增加了生产时间和成本。但是,由于模具在加工过程中被破坏,因此可以创建具有复杂几何形状和复杂细节的零件。熔模铸造可以使用大多数金属,最常用的是铝合金、青铜合金、镁合金、铸铁、不锈钢和工具钢。该工艺有利于铸造无法在石膏或金属中成型的高温金属。通常通过熔模铸造制造的零件包括具有复杂几何形状的零件,如涡轮叶片或火器部件。高温应用也很普遍,包括汽车、飞机和军事工业的零件。熔模铸造需要使用金属模具、蜡、陶瓷浆、熔炉、熔融金属以及喷砂、切割或研磨所需的任何机器。过程步骤包括以下内容:
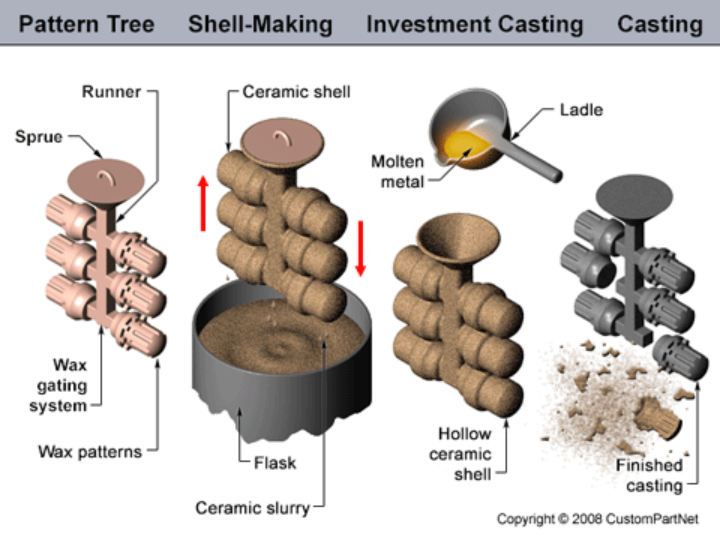
1.模式创建-蜡模通常注塑到金属模具中,形成一个整体。芯可用于在图案上形成任何内部特征。其中一些图案连接到中央蜡浇口系统(浇口、流道和冒口),形成树状组件。浇注系统形成通道,熔融金属将通过该通道流入模具型腔。
2.模具制造-将这种“图案树”浸入细陶瓷颗粒的泥浆中,涂上更多的粗颗粒,然后干燥,在图案和浇注系统周围形成陶瓷外壳。重复此过程,直到外壳足够厚,能够承受它将遇到的熔融金属。然后将外壳放入烤箱中,蜡熔化,留下一个空心陶瓷外壳,作为一体式模具,因此被称为“失蜡”铸件。
3.倾倒-模具在熔炉中预热至约1000°C(1832°F),熔融金属从钢包倒入模具浇注系统,填充模具型腔。浇注通常在重力作用下手动完成,但有时也会使用真空或压力等其他方法。
4. 冷却-填充模具后,允许熔融金属冷却并凝固成最终铸件的形状。冷却时间取决于零件厚度、模具厚度和所用材料。
5.铸件去除-熔化的金属冷却后,模具可以破碎,铸件可以移除。陶瓷模具通常使用水射流破碎,但也存在其他几种方法。拆下后,通过锯切或冷破碎(使用液氮)将零件与浇注系统分离。
6.完成-通常情况下,研磨或喷砂等精加工操作用于使浇口处的零件光滑。热处理有时也用于硬化最终零件。
| 典型的 | 可行的 | |
| 形状 | 薄壁:复杂实体:圆柱形实体:立方体实体:复杂 | 扁平薄壁:圆柱形薄壁:立方 |
| 零件尺寸 | 重量:0.02盎司-500磅 | |
| 材料 | 金属合金钢碳钢不锈钢铝铜镍 | 铸铁铅镁锡钛锌 |
| 表面光洁度-Ra | 50-125μin | 16-300μin |
| 公差 | ±0.005英寸。 | ±0.002英寸。 |
| 最大壁厚 | 0.06-0.80英寸。 | 0.025-5.0英寸。 |
| 数量 | 10 – 1000 | 1 – 1000000 |
| 订货交付时间 | 周 | 天 |
| 优势 | 可形成复杂形状和精细细节许多材料选项高强度零件非常好的表面光洁度和精度无需二次加工 | |
| 缺点 | 耗时的流程高人工成本高模具成本可能导致交付周期长 | |
| 应用 | 采购产品涡轮叶片,武器零件,管道配件,锁零件,手工工具,珠宝 |
科理咨询拥有30年专业经验,长期服务于财富500强,专注于提升企业的改善与创新能力,为客户持续创造价值。凭借在流程管理领域的专业经验和技术积淀,与国际TRIZ协会(MATRIZ)、德国弗劳恩霍夫学会等30多家国际权威机构展开深度合作,致力于为中国制造业和服务业构建更为专业的持续改善与创新的智能平台。
科理咨询(深圳)股份有限公司
深圳市科技园南区高新园一道013号赋安科技大厦B座301室
电话:0755-26993418