金属注射成型(MIM)是传统塑料注射成型的一种变体,能够利用注射成型技术制造固体金属零件。在这个过程中,被称为原料的原料是金属和聚合物的粉末混合物。因此,MIM有时被称为粉末注射成型(PIM)。使用标准注塑机,粉末熔化并注射到模具中,在模具中冷却并固化成所需零件的形状。随后的加热过程去除不需要的聚合物并生产高密度金属零件。金属注射成型最适合于小金属零件的大批量生产。与注塑成型一样,这些零件可能具有复杂的几何结构,并且具有薄壁和精细的细节。使用金属粉末可使用多种黑色和有色金属合金,材料性能(强度、硬度、耐磨性、耐腐蚀性等)接近锻造金属。此外,由于金属在MIM工艺中不熔化(与金属铸造工艺不同),因此可以使用高温合金,而不会对刀具寿命产生任何负面影响。MIM零件常用的金属包括:
·低合金钢/不锈钢/高速钢/钴合金/铜合金/镍合金/钨合金/钛合金
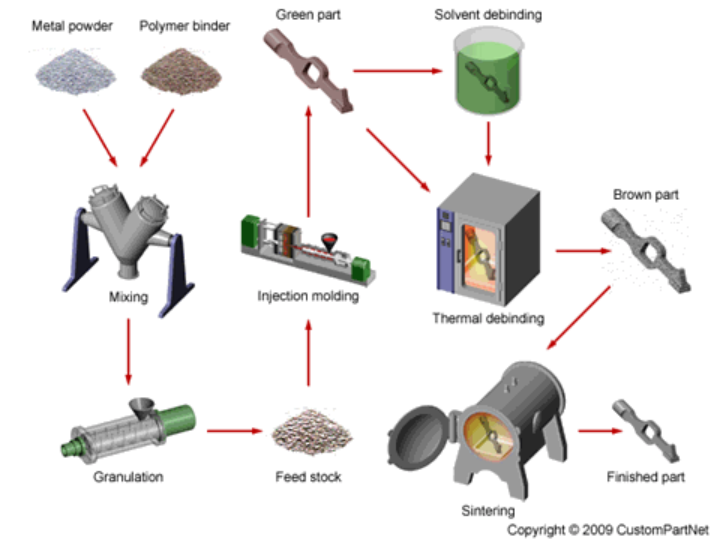
MIM工艺制造的金属零件在许多行业都有,包括航空航天、汽车、消费品、医疗/牙科和电信。MIM组件可以在手机、体育用品、电动工具、手术器械以及各种电子和光学设备中找到。金属注射成型工艺包括以下步骤:
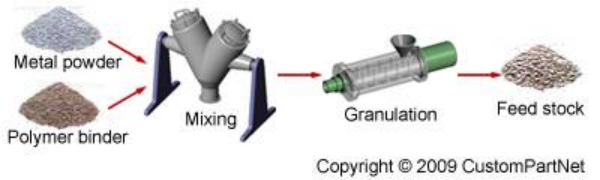
第一步是制造金属和聚合物的粉末混合物。这里使用的粉末金属比传统粉末冶金工艺中使用的粉末金属细得多(通常小于20微米)。粉末金属与热塑性粘合剂混合,冷却,然后以颗粒的形式粒化为均质原料。所得原料通常为60%的金属和40%的聚合物(按体积计)。原料制备
粉末原料使用与塑料注射成型相同的设备和工具进行成型。然而,模具型腔的设计尺寸大约要大20%,以考虑烧结过程中的零件收缩。在注射成型循环中,原料熔化并注入模具型腔,在模具型腔中冷却并固化成零件形状。将模制“绿色”零件弹出,然后进行清洁,以去除所有飞边。

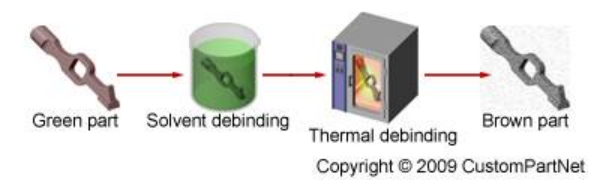
该步骤从金属中去除聚合物粘合剂。在某些情况下,首先进行溶剂脱脂,将“绿色”零件置于水或化学槽中,以溶解大部分粘合剂。在(代替)该步骤之后,进行热脱脂或预烧结。“绿色”零件在低温烘箱中加热,通过蒸发去除聚合物粘合剂。因此,剩余的“棕色”金属零件将包含约40%的空间(按体积计)。
最后一步是在高温炉(高达2500°F)中烧结“棕色”零件,以将空隙减少至约1-5%,从而形成高密度(95-99%)金属零件。熔炉使用惰性气体气氛,温度接近金属熔点的85%。该工艺去除材料上的孔隙,使零件收缩至其模制尺寸的75-85%。然而,这种收缩是均匀发生的,可以准确预测。由此产生的零件保留了高公差的原始模制形状,但现在具有更大的密度。

烧结过程后,无需进行二次操作以提高公差或表面光洁度。但是,与铸造金属零件一样,可以执行许多辅助过程来添加特征、改善材料特性或组装其他组件。例如,MIM零件可以进行机加工、热处理或焊接。
设计规则
当设计使用MIM制造的零件时,大多数塑料注射成型的设计规则仍然适用。但是,也有一些例外或补充,例如:
·-与塑料注射成型一样,壁厚应最小化,并在整个零件上保持均匀。值得注意的是,在MIM工艺中,最小化壁厚不仅可以减少材料体积和循环时间,还可以减少脱脂和烧结时间。壁厚
·-与塑料注射成型不同,许多MIM零件不需要任何拔模。粉末材料中使用的聚合物粘合剂比大多数注塑聚合物更容易从模具中释放。此外,MIM零件在完全冷却之前会弹出,并在模具特征周围收缩,因为混合物中的金属粉末需要更长的时间冷却。草稿
·-在烧结过程中,MIM零件必须得到适当支撑,否则它们可能会因收缩而变形。通过在同一平面上设计平面零件,可以使用标准的平面支撑托盘。否则,可能需要更昂贵的自定义支持。烧结支架
| 典型的 | 可行的 | |
| 形状 | 薄壁:圆柱形薄壁:立方薄壁:复杂 | 平的 |
| 零件尺寸 | 重量:通常<9盎司。 | |
| 材料 | 金属合金钢碳钢铸铁不锈钢铜镍钛 | 陶瓷复合材料 |
| 表面光洁度-Ra | 25-35μin | 16-80μin |
| 公差 | ±0.005英寸。 | ±0.0015英寸。 |
| 最大壁厚 | 0.04-0.25英寸。 | 0.01-1.2英寸。 |
| 数量 | 10000 – 1000000 | 1000 – 1000000 |
| 订货交付时间 | 周 | 周 |
| 优势 | 可以形成复杂的形状和精细的细节良好的表面光洁度良好的机械性能高生产率 | |
| 缺点 | 有限的零件尺寸仅限于薄壁零件高工具和设备成本可能需要较长的交付周期 | |
| 应用 | 电子、外科器械、消费品中的金属部件 |
科理咨询拥有30年专业经验,长期服务于财富500强,专注于提升企业的改善与创新能力,为客户持续创造价值。凭借在流程管理领域的专业经验和技术积淀,与国际TRIZ协会(MATRIZ)、德国弗劳恩霍夫学会等30多家国际权威机构展开深度合作,致力于为中国制造业和服务业构建更为专业的持续改善与创新的智能平台。
科理咨询(深圳)股份有限公司
深圳市科技园南区高新园一道013号赋安科技大厦B座301室
电话:0755-26993418