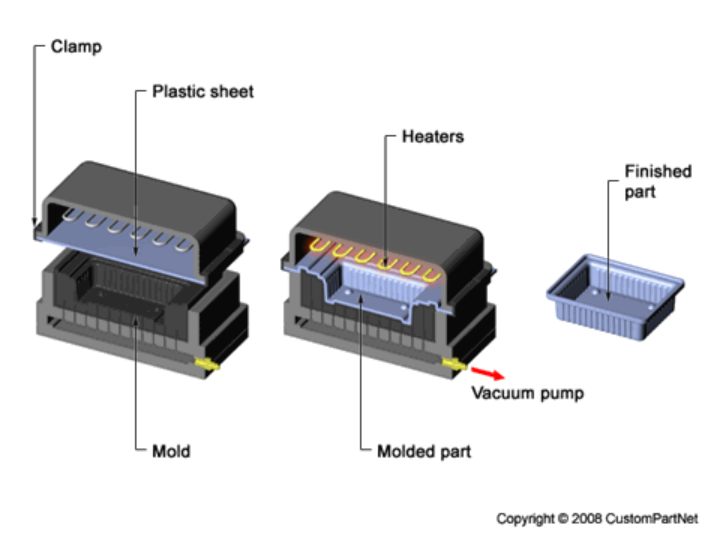
热成型是指将热塑性片材加热至软化点,将其拉伸至单面模具,并在其冷却和固化至所需形状时将其固定到位的过程。将热塑性片材夹持在夹持装置中,并使用对流或辐射热通过烘箱加热,直到其软化。然后将板材水平固定在模具上,并使用真空压力、气压或机械力将其压入或拉伸到模具上。软化的板材符合模具的形状,并保持在适当的位置,直到其冷却。然后将多余的材料修剪掉,并释放成型零件。多余的材料可以重新研磨,与未使用的塑料混合,并重新制成热塑性塑料板。热成型通常用于食品包装,但有许多应用,从塑料玩具到飞机挡风玻璃到自助餐厅托盘。薄规格(小于0.060英寸)板材主要用于刚性或一次性包装,而厚规格(大于0.120英寸)板材通常用于汽车、淋浴器外壳和电子设备上的永久性表面。该工艺中可使用多种热塑性材料,包括:
·丙烯酸(PMMA)
·丙烯腈-丁二烯-苯乙烯(ABS)
·醋酸纤维素
·低密度聚乙烯(LDPE)
·高密度聚乙烯(HDPE)
·聚丙烯(PP)
·聚苯乙烯(PS)
·聚氯乙烯(PVC)
如上所述,有不同的方法迫使热塑性片材符合模具。这些类型的热成型包括以下内容:
·-在模腔和热塑性片材之间形成真空。真空压力(通常为14 psi)迫使板材符合模具并形成零件形状。真空成形
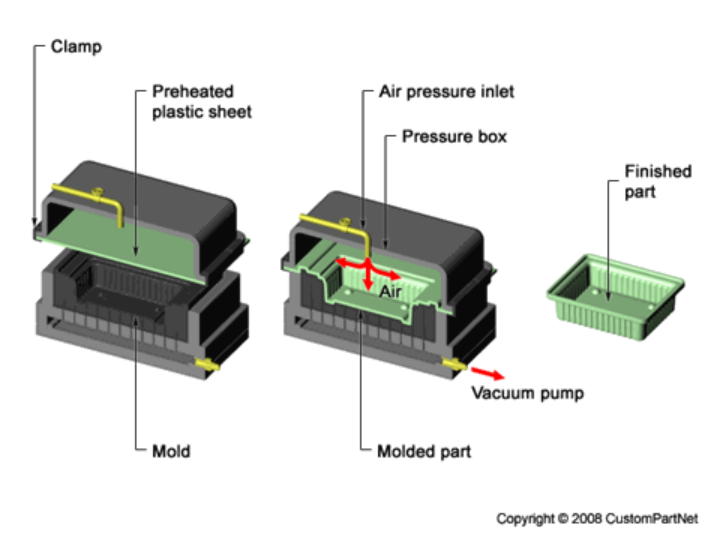
除了利用板材下方的真空外,在板材背面施加气压(通常为50 psi,但高达100 psi),以帮助将其压到模具上。这种额外的力允许形成更厚的板材,并创建更精细的细节、纹理、咬边和锐角。压力成形
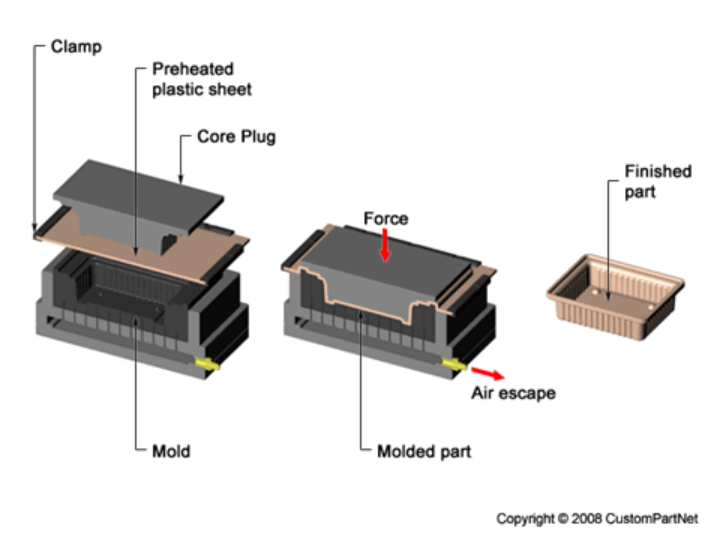
热塑性塑料片通过直接接触机械地压入模具或其周围。通常,芯塞会将板材推入模具型腔,并将其强制成所需形状。机械成形
| 典型的 | 可行的 | |
| 形状 | 薄壁:圆柱形薄壁:立方薄壁:复杂 | |
| 零件尺寸 | 面积:0.04平方英寸-300平方英尺 | |
| 材料 | 热塑性塑料 | |
| 表面光洁度-Ra | 60-120μin | 16-120μin |
| 公差 | ±0.04英寸。 | ±0.008英寸。 |
| 最大壁厚 | 0.015-0.15英寸。 | 0.002-0.25英寸。 |
| 数量 | 10 – 1000 | 1 – 100000 |
| 订货交付时间 | 天 | 天 |
| 优势 | 可以生产非常大的零件高生产率低成本 | |
| 缺点 | 形状复杂度有限,仅限于薄壁零件,废料无法回收,需要修整 | |
| 应用 | 包装、开口容器、面板、杯子、标志 |
科理咨询拥有30年专业经验,长期服务于财富500强,专注于提升企业的改善与创新能力,为客户持续创造价值。凭借在流程管理领域的专业经验和技术积淀,与国际TRIZ协会(MATRIZ)、德国弗劳恩霍夫学会等30多家国际权威机构展开深度合作,致力于为中国制造业和服务业构建更为专业的持续改善与创新的智能平台。
科理咨询(深圳)股份有限公司
深圳市科技园南区高新园一道013号赋安科技大厦B座301室
电话:0755-26993418