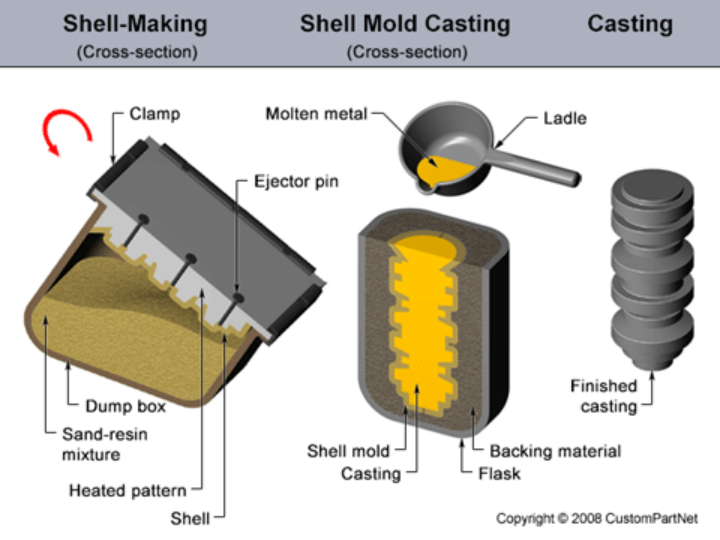
壳型铸造是一种类似于砂型铸造的金属铸造工艺,熔化的金属被倒入一个可消耗的模具中。但是,在壳型铸造中,模具是一个薄壁壳,通过在图案周围应用砂树脂混合物创建。该图案是具有所需零件形状的金属件,可重复使用以形成多个外壳模具。可重复使用的模具可以提高生产率,而一次性模具可以铸造复杂的几何形状。壳型铸造需要使用金属模型、烤箱、砂树脂混合物、倾倒箱和熔融金属。壳型铸造允许使用黑色金属和有色金属,最常用的是铸铁、碳钢、合金钢、不锈钢、铝合金和铜合金。典型零件的尺寸为中小型,需要高精度,如齿轮箱、气缸盖、连杆和杆臂。壳型铸造工艺包括以下步骤:
1.模式创建-以所需零件的形状创建两件式金属图案,通常由铁或钢制成。有时也使用其他材料,如用于小批量生产的铝或用于铸造反应材料的石墨。
2.模具制造-首先,将每个半模加热到175-370°C(350-700°F)并涂上润滑剂以便于拆卸。然后,将加热后的图案夹在一个卸载箱上,卸载箱中装有沙子和树脂粘合剂的混合物。倾倒箱倒置,使砂树脂混合物覆盖图案。加热后的图案部分固化混合物,混合物现在在图案周围形成一个外壳。每个图案的一半和周围的外壳在烤箱中固化完成,然后外壳从图案中弹出。
3.模具装配-两个半壳体连接在一起并牢固夹紧,形成完整的壳体模具。如果需要任何型芯,则在关闭模具之前将其插入。然后将外壳模具放入烧瓶中,并由背衬材料支撑。
4.倾倒-当熔化的金属从钢包倒入浇注系统并填充模具型腔时,模具被牢固地夹在一起。
5.冷却-填充模具后,允许熔融金属冷却并凝固成最终铸件的形状。
6.铸件去除-熔化的金属冷却后,模具可以破碎,铸件可以移除。需要进行修整和清洁过程,以清除进料系统中的任何多余金属和模具中的任何砂。
| 典型的 | 可行的 | |
| 形状 | 薄壁:复杂实体:圆柱形实体:立方体实体:复杂 | 扁平薄壁:圆柱形薄壁:立方 |
| 零件尺寸 | 重量:0.5盎司-220磅 | |
| 材料 | 金属合金钢碳钢铸铁不锈钢铝铜镍 | |
| 表面光洁度-Ra | 50-300μin | 32-500μin |
| 公差 | ±0.015英寸。 | ±0.006英寸。 |
| 最大壁厚 | 0.06-2.0英寸。 | 0.06-2.0英寸。 |
| 数量 | 1000 – 1000000 | 100 – 1000000 |
| 订货交付时间 | 周 | 天 |
| 优势 | 可以形成复杂的形状和精细的细节非常好的表面光洁度高生产率低劳动力成本低模具成本产生的废料少 | |
| 缺点 | 设备成本高 | |
| 应用 | 气缸盖、连杆 |
科理咨询拥有30年专业经验,长期服务于财富500强,专注于提升企业的改善与创新能力,为客户持续创造价值。凭借在流程管理领域的专业经验和技术积淀,与国际TRIZ协会(MATRIZ)、德国弗劳恩霍夫学会等30多家国际权威机构展开深度合作,致力于为中国制造业和服务业构建更为专业的持续改善与创新的智能平台。
科理咨询(深圳)股份有限公司
深圳市科技园南区高新园一道013号赋安科技大厦B座301室
电话:0755-26993418
感谢分享~
感谢老师的分享,受益匪浅。